
以下是:海量库存《恒泰》气化农村PE燃气管焊接流程的产品参数
产品参数 产品价格 11 发货期限 含运费 供货总量 6892 运费说明 3天 原料 北欧化工 外观 黑色橙条 定长 12米/支 压力 SDR11 连接方式 热熔对接 敷设方法 埋地 规格 20-315 壁厚 2-18.6 拉伸 36 断裂伸长率 400 别名 聚乙烯燃气管 海量库存《恒泰》气化农村PE燃气管焊接流程,河南省平顶山市恒泰实业有限公司为您提供海量库存《恒泰》气化农村PE燃气管焊接流程的最新资讯,联系人:王先生,电话:0527-88266888、17768165506,QQ:292543758,发货地:阳谷县闫楼工业区1号发货到平顶山。 河南省,平顶山市 2022年,平顶山市生产总值2839.33亿元,比上年增长4.1%。
想要全面了解我们的海量库存《恒泰》气化农村PE燃气管焊接流程产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。以下是:海量库存《恒泰》气化农村PE燃气管焊接流程的图文介绍平顶山PE燃气管的详细介绍
诚信厂家 现货销售
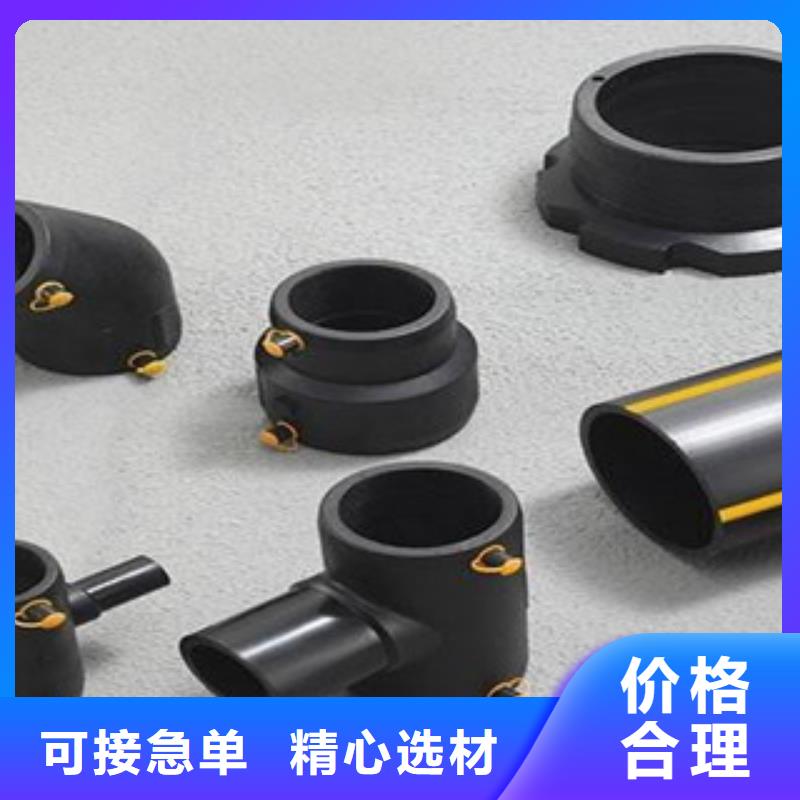
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。
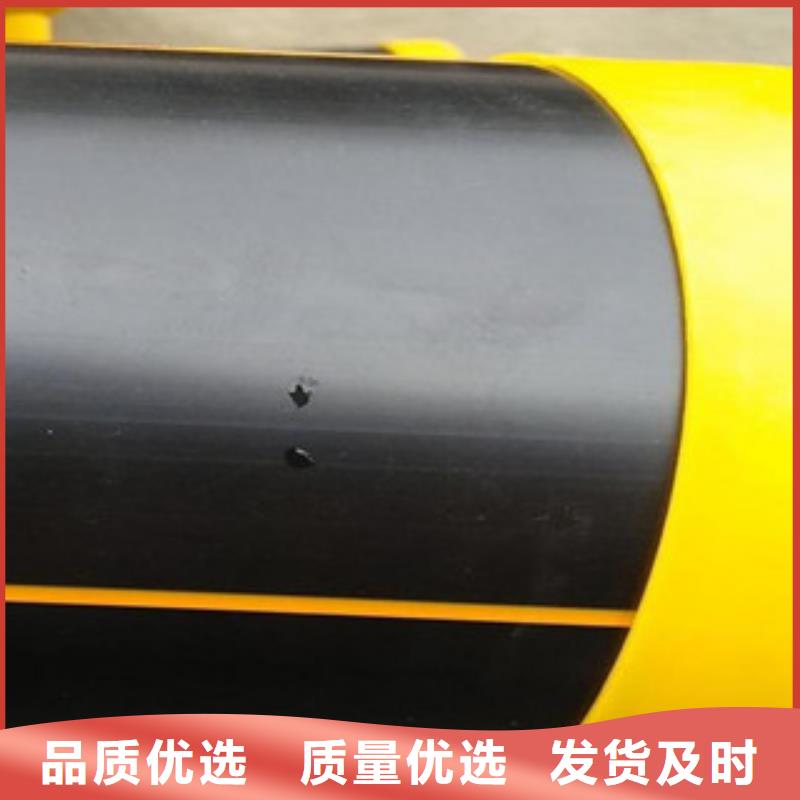
使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。PE燃气管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE燃气管的施工速度快,效率高,特别是在非开挖施工技术上,聚乙烯管道的施工技术较钢管更先进,效率更高,费用更低。在钢塑转换施工方案技术的选择上,一般可选用套管内转换方式,既可抗拒一定的沉降变形,又可实现管网的全塑化。PE燃气管连接口由于不能象钢管焊口那样通过无损检测手段来验证是否合格,所以一定要使用自动化程度高的连接机具。将人为因素降到 ,并要求焊工除了熟练的操作技术外还应具备高度责任心,严格执行连接施工工艺质量控制要点和有关操作要领。
焊接完后采取必要的检查验收手段。因此 标准局在PE燃气管GB/T新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。PE燃气管执行标准:GB15558.1-2015。国内目前在推广使用PE80级聚乙烯,产品标准落后,没有相应的设计、施工和验收规范,施工机具、施工技术不够先进。今天大家一起分析PE燃气管的技术经济性特点、施工方案技术和钢塑转换方式的选择、管道连接工艺技术。同等内径下直管段聚乙烯管比钢管流通能力大15%至21%左右,但同等外径下聚乙烯管的流通能力不一定比钢管大,需要计算确定。
精选原材
注重细节
工序严控信誉保证厂家直销放心选购订制批发用的放心正品保障
海量库存《恒泰》气化农村PE燃气管焊接流程,河南省平顶山市恒泰实业有限公司为您提供最新海量库存《恒泰》气化农村PE燃气管焊接流程产品案例,联系人:王先生,电话:0527-88266888、17768165506,QQ:292543758,发货地:阳谷县闫楼工业区1号。














